Registration Position Capture Example with Pipe Network Trigger Block
A Pipe Network Trigger block can be used for registration applications to capture a pipe position based on a timestamp![]() A timestamp is a sequence of characters, denoting the date and/or time at which a certain event occurred which is set when a drive's fast input
A timestamp is a sequence of characters, denoting the date and/or time at which a certain event occurred which is set when a drive's fast input![]() The inputs are taken into account at each cycle depending on the system periodicity (for example each millisecond). Under certain circumstances this can be insufficient when more accuracy is needed, or if a quick response is required from the system. To fill the gap, a drive may have some Fast Input connections (generally one or two). When an event happens that triggers a Fast Input (e.g. when a sensor sends a rising edge), the detection of a signal occurs faster (which can be 1000 times more accurate than the system periodicity). Then the timestamp associated with this input can be provided to the IPC to take corrective action changes state. A Trigger block is placed in the Pipe Network precisely where the pipe position needs to be captured.
The inputs are taken into account at each cycle depending on the system periodicity (for example each millisecond). Under certain circumstances this can be insufficient when more accuracy is needed, or if a quick response is required from the system. To fill the gap, a drive may have some Fast Input connections (generally one or two). When an event happens that triggers a Fast Input (e.g. when a sensor sends a rising edge), the detection of a signal occurs faster (which can be 1000 times more accurate than the system periodicity). Then the timestamp associated with this input can be provided to the IPC to take corrective action changes state. A Trigger block is placed in the Pipe Network precisely where the pipe position needs to be captured.
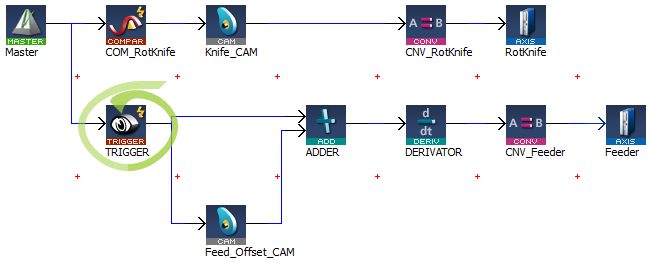
Figure 7-22: Example of using a Pipe Network Trigger block for position capture.
The Pipe Network motion engine captures the pipe position by using the timestamp received from the drive and interpolating two consecutive pipe position updates. The timestamp will have a delay getting into the pipe network from the drive (typically 2 cycles) due to sensor![]() A sensor is a type of transducer that converts one type of energy into another for various purposes including measurement or information transfer delay and the signal processing through the EtherCAT
A sensor is a type of transducer that converts one type of energy into another for various purposes including measurement or information transfer delay and the signal processing through the EtherCAT![]() EtherCAT is an open, high-performance Ethernet-based fieldbus system. The development goal of EtherCAT was to apply Ethernet to automation applications which require short data update times (also called cycle times) with low communication jitter (for synchronization purposes) and low hardware costs network .
EtherCAT is an open, high-performance Ethernet-based fieldbus system. The development goal of EtherCAT was to apply Ethernet to automation applications which require short data update times (also called cycle times) with low communication jitter (for synchronization purposes) and low hardware costs network .
Corrected timestamp: = Fast input timestamp - DelayCompensation
To account for this delay, MLTrigWriteDelay provides delay compensation to the pipe position returned in MLTrigReadPos based on the expected delay.
The Trigger block is first configured by clicking on the block in a pipe network and setting the following parameters.
Figure 7-23: Configuration of the Trigger block
After configuring the Trigger block, the order of calls to its motion library functions is as follows:
- MLTrigWriteDelay(DINT,TriggerID,LREAL,delay)
- This function sets the delay compensation, typically starting with a value of 2 usec + 2 EtherCAT cycles.
- MLTrigSetEdge(PipeNetwork.TRIGGER1,MLFI_FIRST,MLFI_RISING_EDGE)
- This function reconfigures the edge of a trigger lock.
- This function only needs to be called if the desired edge is different than the edge specified in configuration of the trigger block or if the edge is different than the previous capture.
- MLAxisCfgFastIn(PipeNetwork.AXIS1, MLFI_FIRST, MLFI_RISING_EDGE)
- This function call is necessary at least one time, even if the Trigger pipe block is configured properly
- MLTrigIsTrigged(PipeNetwork.TRIGGER1)
- This function returns TRUE if the Fast Input associated to the Trigger pipe block given as argument has been triggered
- MLTrigReadPos(PipeNetwork.TRIGGER1)
- This function returns the position of the Pipe Network at the time that the Fast Input associated with the Trigger pipe block was issued
-
-
You have to correct the position by taking into account the delay due to the number of cycles needed to read the timestamp of the Fast Input. You can use MLTrigWriteDelay to address this issue.
- MLTrigReadTime(PipeNetwork.TRIGGER1)
- This function returns the time associated with the Fast Input as explained in How To Interpret a Timestamp.
Note that this function is of lesser importance compared to the previous one. - MLTrigClearFlag(PipeNetwork.TRIGGER1)
- This function rearms the Trigger pipe block
- MLAxisRstFastIn(PipeNetwork.AXIS1, MLFI_FIRST)
- This function rearms the Axis pipe block
After the Trigger block pipe position is determined and calculations are made in the Registration program, a corrective move is typically done using a Cam Pipe Network block for precision motion control![]() Motion control is a sub-field of automation, in which the position and/or velocity of machines are controlled using some type of device such as a hydraulic pump, linear actuator, or an electric motor, generally a servo. Motion control is an important part of robotics and CNC machine tools; however, it is more complex than in the use of specialized machines, where the kinematics is usually simpler. The latter is often called General Motion Control (GMC). Motion control is widely used in the packaging, printing, textile and assembly industries.
Motion control is a sub-field of automation, in which the position and/or velocity of machines are controlled using some type of device such as a hydraulic pump, linear actuator, or an electric motor, generally a servo. Motion control is an important part of robotics and CNC machine tools; however, it is more complex than in the use of specialized machines, where the kinematics is usually simpler. The latter is often called General Motion Control (GMC). Motion control is widely used in the packaging, printing, textile and assembly industries.