MLFB_Jog
![]()
 Function - Define to jog an axis in the selected direction at a defined speed.
Function - Define to jog an axis in the selected direction at a defined speed.
Inputs
|
Input |
Data Type |
Range |
Unit |
Default |
Description |
|---|---|---|---|---|---|
|
En |
BOOL |
No range
|
N/A |
No default |
Enables execution. Used in the FFLD editor only. |
|
AxisID |
DINT |
No range |
N/A |
No default |
ID Name of the Axis block. The AxisID selects the axis to jog. |
|
JogPlus |
BOOL |
0, 1
|
N/A |
No default |
Enables a jog in the plus direction. |
|
JogMinus |
BOOL |
0, 1
|
N/A |
No default |
Enables a jog in the minus direction. |
|
Speed |
LREAL |
No range |
User unit/sec |
No default |
Rate the axis moves. |
Outputs
|
Output |
Data Type |
Range |
Unit |
Description |
|---|---|---|---|---|
|
InMotion |
BOOL |
|
N/A |
Jogging is active when TRUE. |
Remarks
- This function or function block can be used with PLCopen Motion engines.
- This function or function block is used to command motion in a designated direction at a defined rate.
- This may be used where continuous motion is required (e.g., a conveyor system or in a setup mode for manually jogging the axis).
- The JogPlus and JogMinus inputs select the direction the motion occurs in.
- Motion starts when the JogPlus or JogMinus input is TRUE.
Motion stops when the input is FALSE. - Only one of these inputs should be enabled at a time.
- If both are selected, the motion stops.
- Motion starts when the JogPlus or JogMinus input is TRUE.
- If another motion is active when the jog is requested, that motion is aborted and the jog starts.
- The En input (FFLD editor only) must be high.
- Typically wired to the rail.
This image shows the function or function block I/O.
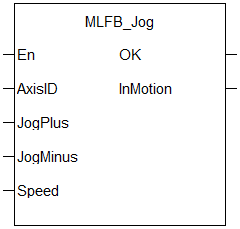
Figure 1: MLFB_Jog
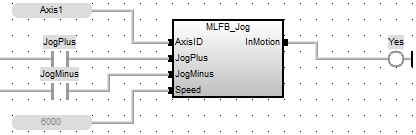
FBD Language Example
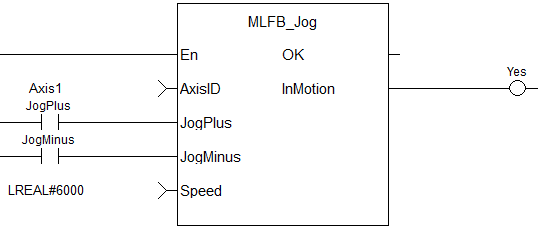
FFLD Language Example
IL Language Example
Not available.
ST Language Example
//Jog Axis1 at 6000 user units a second when JogPlus or JogMinus variables are TRUE
//Stop motion on falling edge of either variable
MLFB_Jog( PipeNetwork.AXIS1, JogPlus, JogMinus, 6000 );
See Also






