Coordinated Motion - 2-Axis Template
This project controls two axes in coordinated motion (PLCOpenAxis1 and PLCOpenAxis2).
Programs
The program is a Sequential Function Chart (SFC) containing both Structured Text (ST) and Free Form Ladder Diagram (FFLD) code.
- Steps 1 to 5 of the SFC create and initialize the axes and the coordinated motion axes group.
- Step 6 of the SFC interfaces with the Control Panel and performs a back-and-forth coordinated motion pattern with the two axes.
- The program utilizes coordinated motion direct moves, linear moves, circular moves, transitions and blending.
Motion Procedure
- Download and start the application.
- Press the Enable button to enable the axes and the axes group.
- Optional: Press the Home button to move the axes to their zero position.
- When the Ready light is on, turn the Cycle Start switch to 1.
The axes begin moving in the programmed pattern.
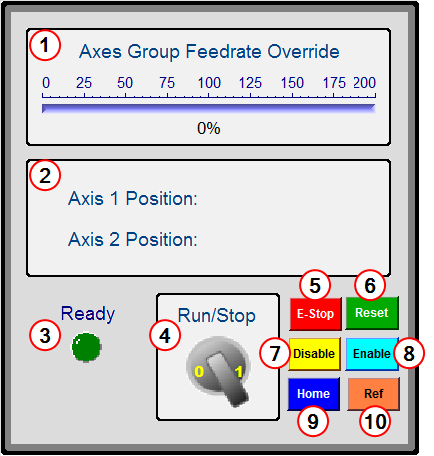
Control Panel
|
# |
Description |
GUI |
|---|---|---|
|
|
Used to change the coordinated motion feedrate from 0% to 200%. |
|
|
|
Displays the axis positions. |
|
|
|
Indicator light.
|
|
|
|
Begins the coordinated motion pattern. |
|
|
|
|
|
|
|
|
|
|
|
Disables the axes or axes group. |
|
|
|
Enables the axes and the axes group. |
|
|
|
Moves all axes or axes group to their zero position. |
|
|
|
Causes a reference by setting the axes' position to zero at their current location. |