Coordinated Motion - 3-Axis (3D) Template
This project template controls three axes in coordinated motion (PLCOpenAxis1, PLCOpenAxis2, and PLCOpenAxis3).
- It demonstrates how to use 3D coordinated motion, transitions, blending and a homing cycle with PLCopen axes.
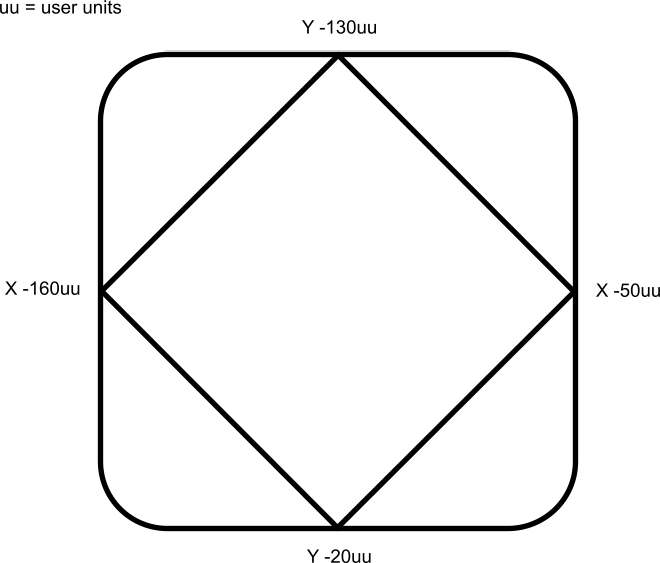
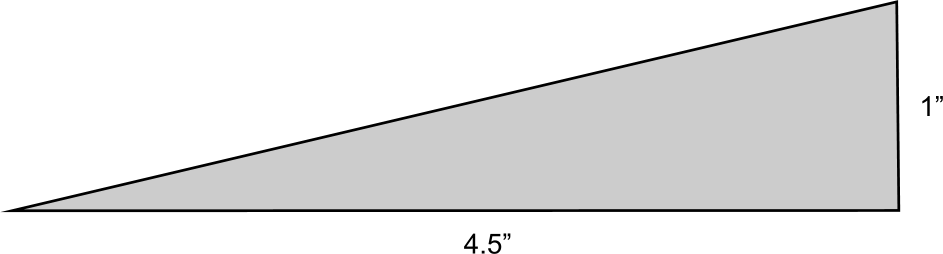
- The path follows a square and diamond pattern on a plane which is rotated ~12.5 degrees about the Y axis with the center of rotation located at Z=30 X=-160.
This is the pattern and the platform for the plane:
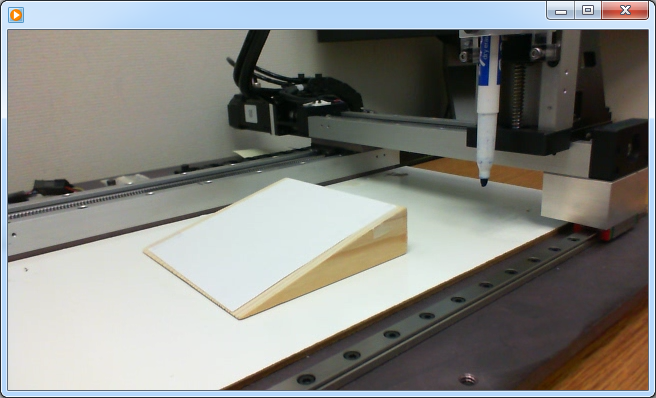
This video illustrates the motion.
Click the image to open the video in its own window.
-
-
This program is designed to run on the 3-Axis Demonstration machine shown in the video.
It uses the machine’s physical end-limit switches for the homing sequence.
To run this program on different hardware, press the Sim Mode button on the Control Panel.
This causes the program to execute in simulator mode and bypasses the homing sequence.
The axis scaling parameters (entered in the PLCopen Axis Data dialogs) may need to be changed to accommodate the different hardware.
PLC Programs
The Coordinated Motion 3-Axis template has a Sequential Function Chart (SFC) program containing both Structured Text (ST) and Free Form Ladder Diagram (FFLD) code.
- Steps 1 to 5 of the SFC program create and initialize the axes and the coordinated motion axes group.
- Step 6 specifies the coordinates of the square and diamond pattern.
- These coordinates are then rotated about the Y-axis.
- Step 7 monitors the Control Panel and performs two main functions.
- The first function is to reference the axes to establish a home position.
- The second function is to perform the 3-axis coordinated motion moves of the square diamond pattern.
This program provides examples of coordinated motion linear moves, transitions, blending, and a homing cycle.
Motion Pattern Procedure
- Download and start the application.
- Press the Enable button to enable the axes and the axes group.
- After the Ready light is on:
- If working with the 3-Axis Demonstration machine, press the Home button to reference the axes and move them to their home position.
- If working with other hardware, press the Sim Mode button.
- After the Ready and Homed lights are on, turn the Cycle Start switch to 1.
The axes begin moving in the programmed pattern.
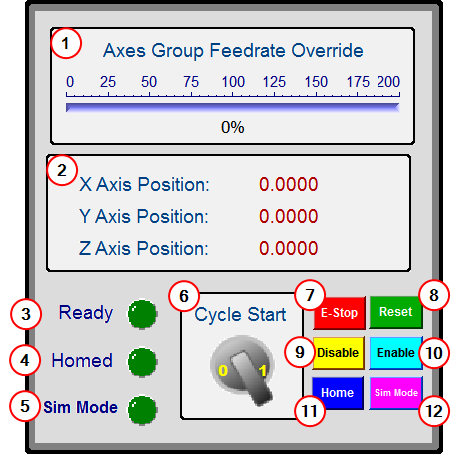
Control Panel
|
Image # |
Description |
GUI |
|---|---|---|
|
|
Used to change the coordinated motion feedrate from 0% to 200%. |
|
|
|
Displays the axis positions. |
|
|
|
Ready indicator light. Ready indicates:
|
|
|
|
Homed indicator light. Homed indicates:
|
|
|
|
Simulation Mode indicator light. Sim Mode indicates:
|
|
|
|
Begins the coordinated motion pattern. Ready and Homed lights must both be on to execute motion. |
|
|
|
Causes an Emergency Stop for all axes.
|
|
|
|
|
|
|
|
Disables the axes or axes group. The axes must be at a standstill to disable the group. |
|
|
|
Enables the axes and the axes group. This turns on the Ready light. |
|
|
|
Starts a homing function.
|
|
|
|
Sim Mode bypasses the homing function. This mode can be used when running on a simulator or when the hardware reference switches are not available.
|