Unwind – Registration – Rewind
4 axes with SFC/ST and Pipe Network Motion Engine
Introduction
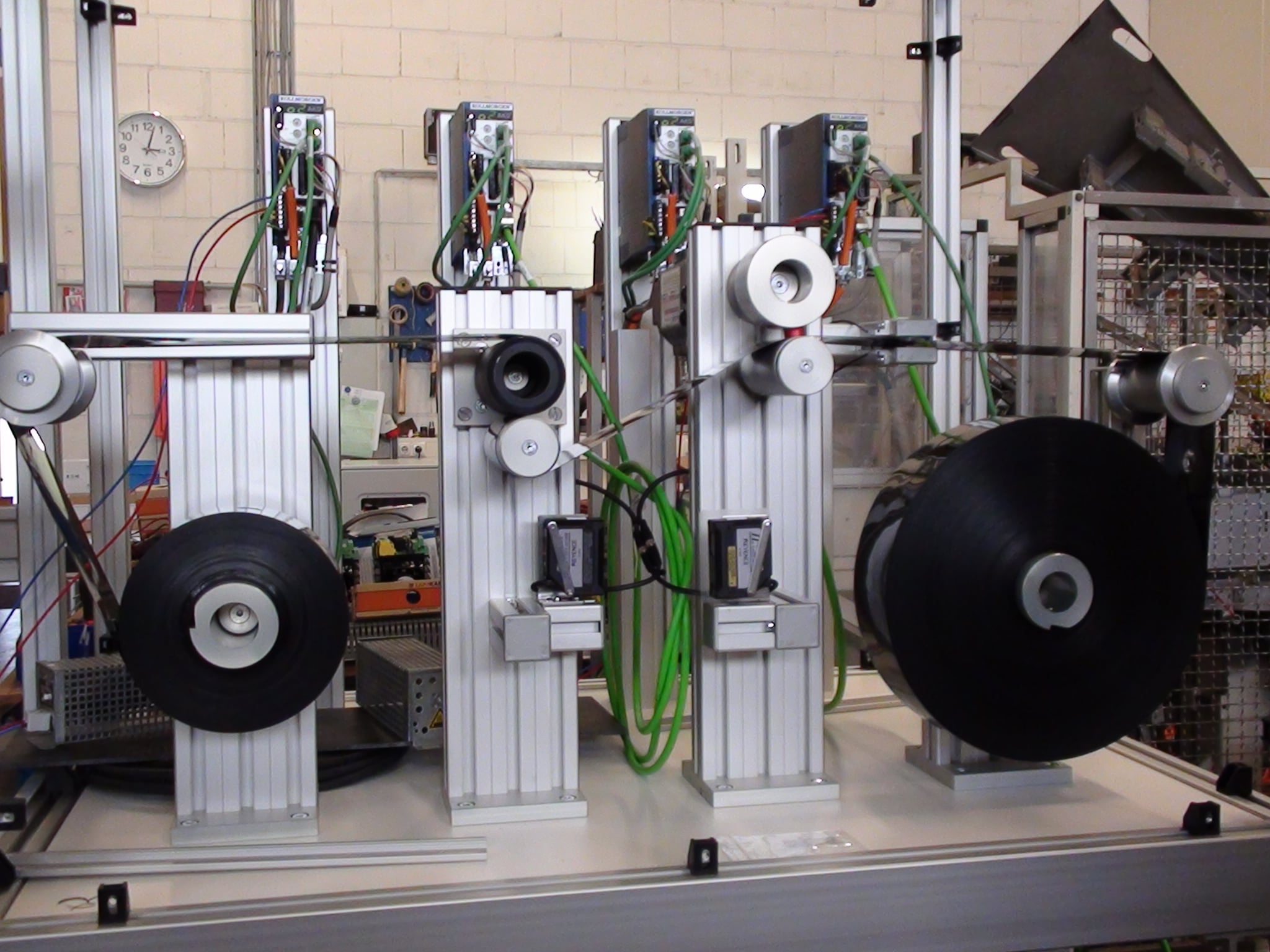
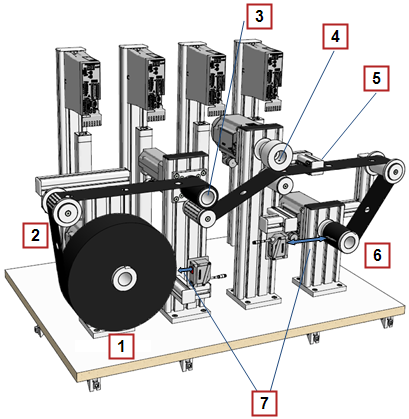
Machine Overview
This document details a KAS 4 axis unwind/rewind web system with a registration operation. The 4 axis are as follows:
- Axis 1: Left Unwind/ Rewind
- Axis 2: Draw Roller
- Axis 3: Die Cutter
- Axis 4: Right Unwind/Rewind
|
|
The machine can be run bi-directionally with the left roller as the unwind axis and right roller as the rewind axis or left roller as the rewind axis and right roller as the unwind axis. All four axes are tied to a virtual master using the KAS pipe network.
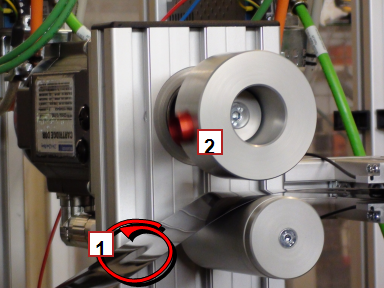
The web of material contains holes in it. The rotary die cutter axis is dynamically controlled to be in sync with the holes in the web.
|
|
The machine is run through a Kollmorgen AKI human machine interface:
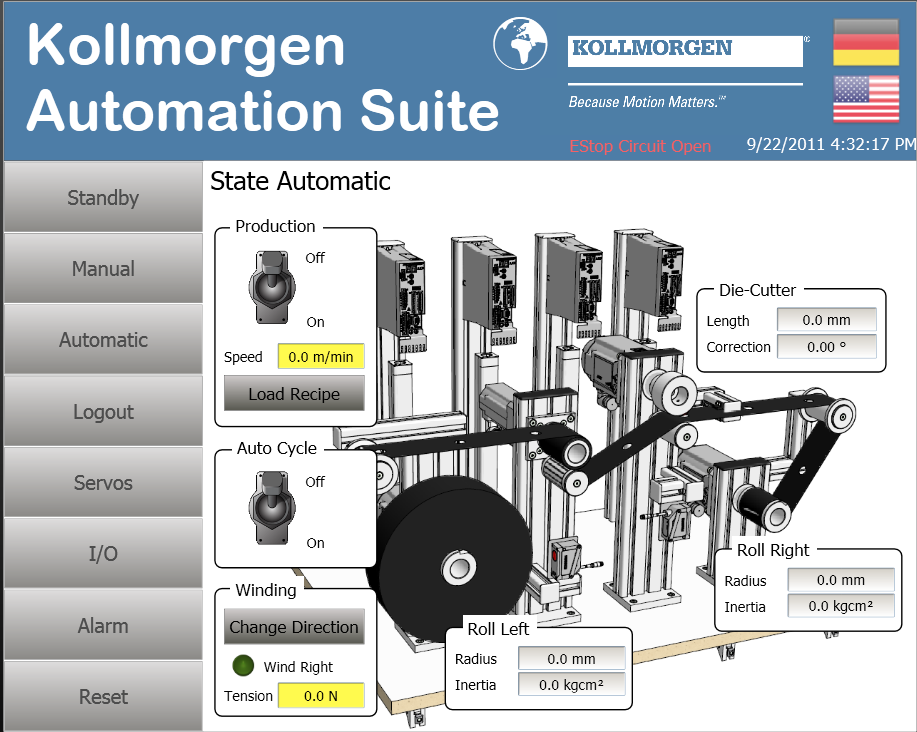
There are multiple screens in the Kollmorgen AKI performing the following functions:
- Standby machine state
- Manual machine sate setup and operation
- Automatic machine state Setup and operation
- Servo drive status and fault clearing
- I/O status
- Alarm awareness
Control Overview
- KVB, PLC and Motion programming in one controller
- 4 Axes synchronized motion (Pipe Network)
- 2 Unwinder / Rewinder (CDDR) (forward/backward)
- Draw Roller (AKM)
- Die-Cutter (CDDR)
- Unwinding and rewinding (100 m/min)
- No dancer necessary
- Tension controlled (250 µs)
F = const, M = f(r) - Acceleration feed-forward (250 µs)
M = a * I with I = f(r)
- Die-Cutter with changeover on the fly (150 mm … 600 mm)
- Registration mark control (compensates slippage of draw roller)






