![]()
 Function Block - Aborts the active move, removes the next move from the queue, performs a controlled stop, and switches the axis to Stopping state.
Function Block - Aborts the active move, removes the next move from the queue, performs a controlled stop, and switches the axis to Stopping state.
Inputs
|
Input |
Data Type |
Range |
Unit |
Default |
Description |
|---|---|---|---|---|---|
|
Execute |
BOOL |
FALSE, TRUE |
N/A |
No default |
On the rising edge, request to stop the axis. It can be held high to prevent any other moves from being queued. |
|
Axis |
AXIS_REF |
1 to 256 |
N/A |
No default |
Name of a declared instance of the AXIS_REF library function.
|
|
Deceleration |
LREAL |
No range |
User unit/sec2 |
No default |
Trapezoidal: Deceleration rate. S-curve: Unused. |
|
Jerk |
LREAL |
No range |
User unit/sec3 |
No default |
Trapezoidal: 0 (zero). S-curve: Constant jerk. |
Outputs
|
Output |
Data Type |
Range |
Unit |
Description |
|---|---|---|---|---|
|
Done |
BOOL |
FALSE, TRUE |
N/A |
Indicates both:
|
|
Busy |
BOOL |
FALSE, TRUE |
N/A |
High from the time both:
|
|
Active |
BOOL |
FALSE, TRUE |
N/A |
High from the time both:
|
|
Error |
BOOL |
FALSE, TRUE |
N/A |
Indicates an invalid input was specified. |
|
ErrorID |
INT |
|
|
Indicates the error if the Error output is set to TRUE. |
Remarks
-
- This function block starts a motion-related action and stores data for calculations and error checking.
If using a dual-core controller, see Call Function Blocks Multiple Times in the Same Cycle.
- See Function Blocks - General Rules about how inputs and outputs work.
- An MC_Stop cannot be aborted.
- This means that, while in Stopping state, no function block can command any motion on the axis.
- The axis remains in Stopping state until it reaches zero velocity and the Execute input is low.
- The application program can hold the axis in Stopping state even after it reaches zero velocity by leaving the Execute input high.
- It aborts any ongoing function block execution.
- When the Done output is set, the state transfers to StandStill.
- While the axis is in Stopping state, no other FB can perform any motion on the same axis.
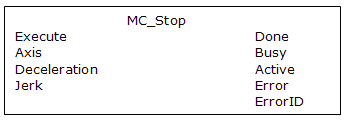
Figure 1: MC_Stop
Time Diagram
This example shows the behavior of the combination of a MC_Stop FB with a MC_MoveVelocity.
- A rotating axis is ramped down with FB2 MC_Stop
- The axis rejects motion commands as long as MC_Stop parameter “Execute” = TRUE
FB1 MC_MoveVelocity reports an error indicating the busy MC_Stop command.
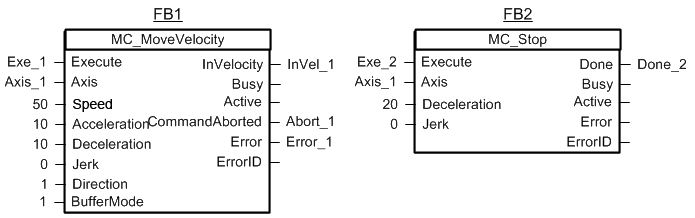
Figure 2: Time Diagrams: First and Second FBs
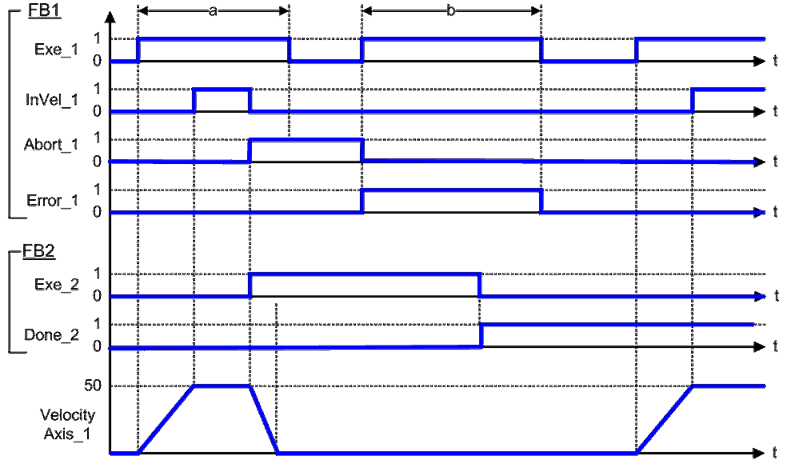
Figure 3: Time Diagram
FBD Language Example
Not available.
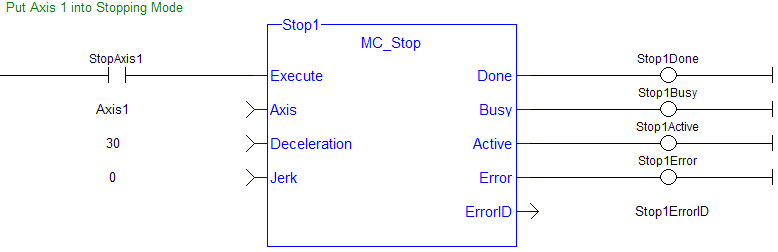
FFLD Language Example
IL Language Example
Not available.
ST Language Example
(* MC_Stop S
T example *)
Inst_MC_Stop( StopRequest , Axis1, 100.0, 100.0 ); //Inst_MC_Stop is an instance of MC_Stop function block
StopComplete := Inst_MC_Stop.Done; //store the Done output into a user defined variable
StopActive := Inst_MC_Stop.Active; //store the Active output into a user defined variable
StopError := Inst_MC_Stop.Error; //store the Error output into a user defined variable






